凯恩化学 > 汽车行业 >电子油门传感器低温低压注塑

电子油门通过位置传感器,传送油门踩踏深浅与快慢的讯号,这个讯号会被ECU接收和解读,然后再发出控制指令要节气门依指令快速或缓和开启它应当张开的角度。这个过程精准而快速。与传统油门比较,电子油门明显的一点是可以用线束(导线)来代替拉索或者拉杆,在节气门那边装一只微型电动机,用电动机来驱动节气门开度。
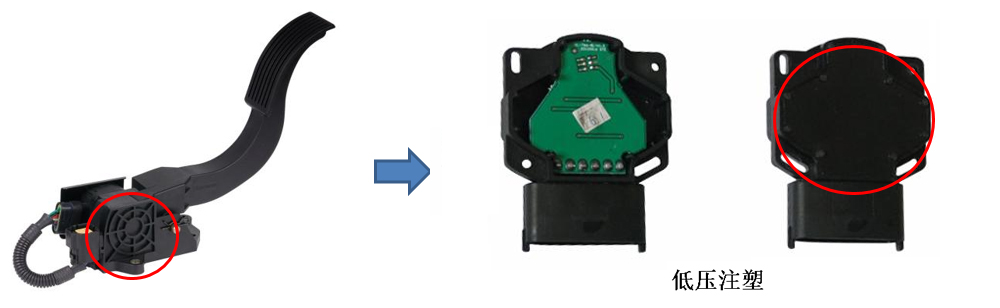
电子油门传感器封装,采用低压注塑解决方案,可以提供卓越的密封粘合性以及优异的耐高温和耐溶剂性能。汽车电子油门传感器封装整个操作在低压下进行,周期时间短,对各种元器件不会造成损害,相较于传统灌封或包封工艺有着巨大的进步。
电子油门传感器低压注塑之后,可以经过各种严苛的汽车相关测试,操作简单,固化时间短,生产效率高,提高终端产品的性能,降低企业综合成本。
低压注塑VS外壳灌封:
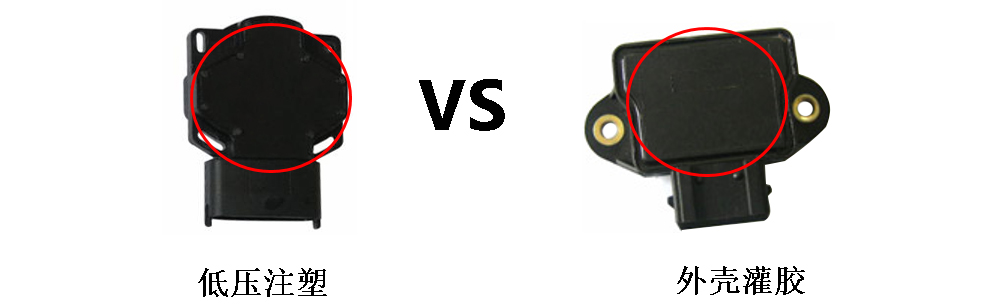
1、外壳灌封:
需要工程塑料制备的外壳;
需要精确控制双组份灌封材料的比例;
需要抽真空和加热固化(占用更多的生产空间,消耗更多的能量);
如果不需要加热固化,就需要较多的操作平台和支架放置灌封样品。
2、低压注塑工艺:
不需要工程塑料外壳,降低成本;
单组份胶料,无需混合使用;
几秒中快速固化,节约固化反应需要的能源;
减少生产空间;
更少的胶黏剂用量;
提高生产效率。
更多详细对比,可查看资料“低压注塑与传统灌封工艺对比”
推荐使用的是KY8808型号产品,线型高分子量热塑性聚酰胺树脂,能够满足低压注塑成型的要求。将本品倒入注塑机熔胶缸,在180~200°C的条件下熔融,施加一定的压力进行注塑后冷却成型。
凯恩化学从前期产品评估、模具方案确定、注塑材料的选择、设备的选择以及最后工艺参数验证,甚至大规模生产都将提供全程技术咨询和支持服务。
相关产品:
低压注塑") 汽车迎宾灯(门把手灯)低压注塑
汽车迎宾灯(门把手灯)低压注塑
 汽车门窗密封件修补瞬干胶
汽车门窗密封件修补瞬干胶
 车灯线束低压注塑成型
车灯线束低压注塑成型
 汽车胎压传感器低压注塑封装
汽车胎压传感器低压注塑封装

扫码关注专业资讯随时享